



Overview
Industrial effluent treatment — engineered against the actual feed
An Effluent Treatment Plant (ETP) treats wastewater from a single industrial facility so it meets discharge or reuse standards; a Common Effluent Treatment Plant (CETP) does the same for the pooled effluent of many units in an industrial estate or cluster. SR Paryavaran Engineers designs, builds, commissions and operates both — for textile, sugar, distillery, pharma, chemical, paper, beverage and food plants across India.
We engineer each plant against its actual feed: influent COD, BOD, TDS, colour, oil and grease and flow variability — not a template. Since 1990 we have delivered 6,000+ water and wastewater systems and operate our own membrane manufacturing, so the membrane stages that decide whether an ETP recycles water sit inside our own engineering team.
Regulatory Context
What is an ETP, and when is one required?
An Effluent Treatment Plant removes pollutants — organic load (COD, BOD), suspended solids, colour, oil and grease, heavy metals and dissolved salts — from a factory's wastewater before it is discharged or recycled. In India, an ETP is required wherever an industrial unit generates trade effluent and holds, or seeks, Consent to Operate (CTO) from its State Pollution Control Board under the Water (Prevention and Control of Pollution) Act, 1974.
The trigger for building or upgrading an ETP is almost always regulatory: a Consent renewal, a tightened state-board directive, an inland-discharge or zero-liquid-discharge condition, or an expansion that pushes effluent volume past the existing plant's design capacity. Commercial drivers follow close behind — fresh-water charges, the cost of tanker disposal, and the value of recovered water in a water-short cluster.
The right ETP is not the biggest one. It is the one sized to the real effluent. A reactive-dye textile stream needs colour and COD knock-down that a sugar-mill ETP does not; a pharma API stream carries high-TDS and refractory COD that a beverage ETP never sees. SRPEPL sizes each stage against the measured influent — which is why no two of our plants carry the same train.
Treatment Architecture
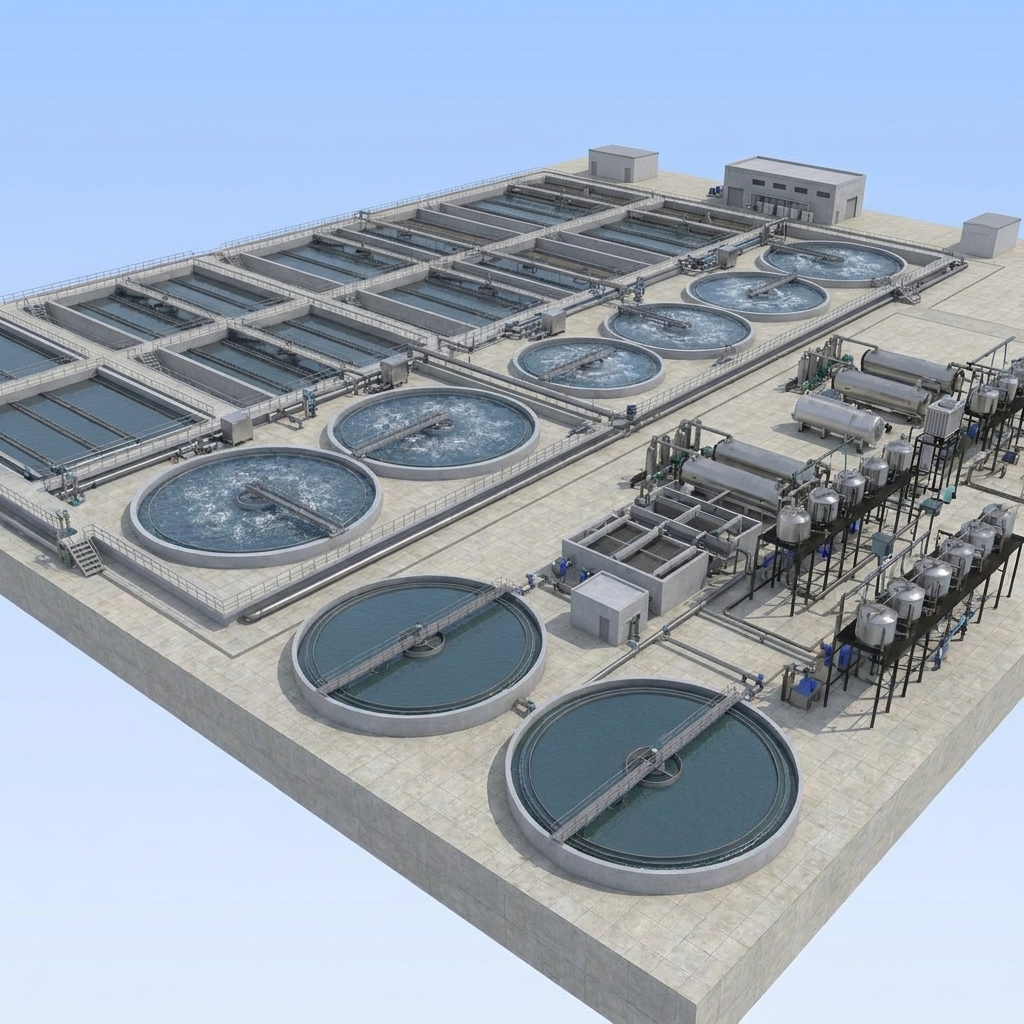
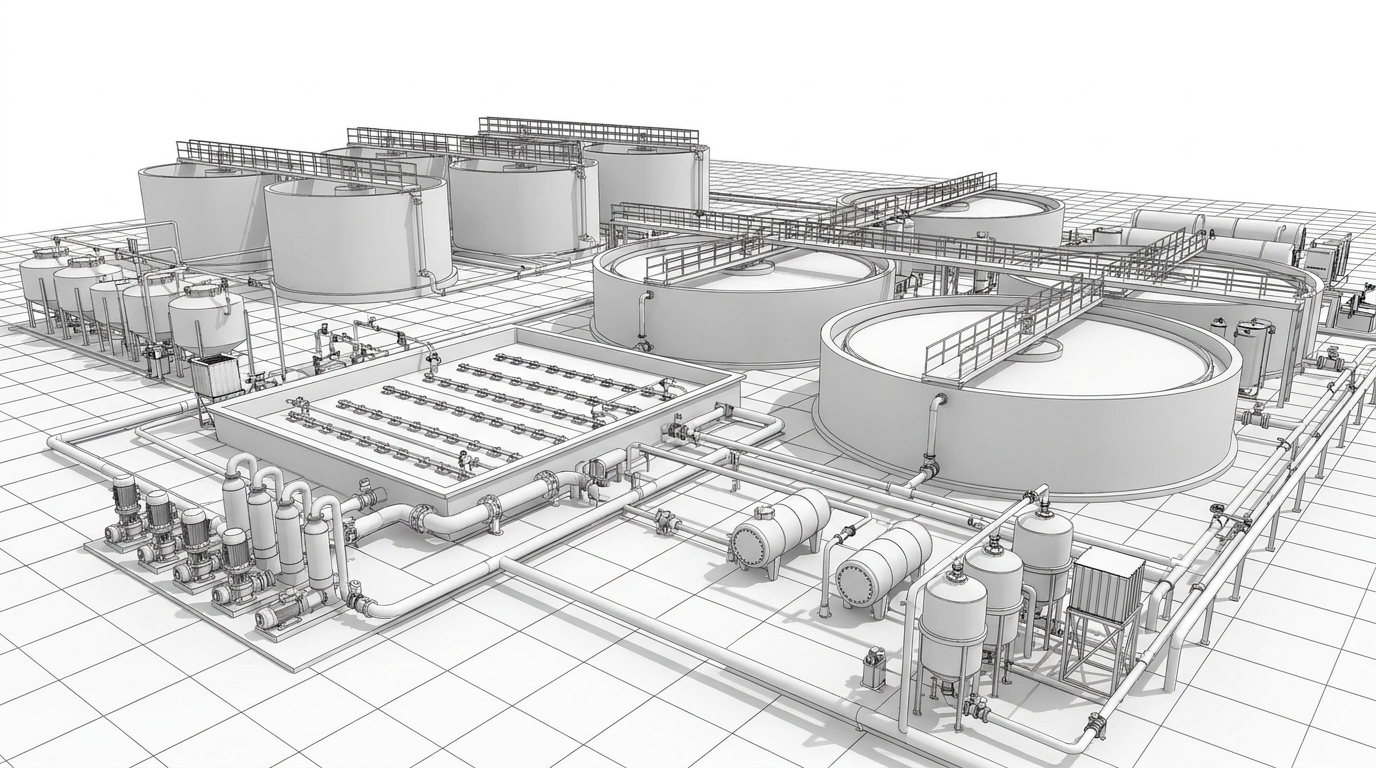
What does an ETP treatment train look like?
A full industrial ETP is built in four stages. The exact train depends on the industry and the target — discharge, reuse, or zero liquid discharge. Not every ETP carries every stage.

Stage 1 — Preliminary & primary
Screening removes rags and coarse solids; equalisation buffers the flow and load swings that every batch-process factory produces; oil and grease are removed in API or tilted-plate interceptors; coagulation-flocculation followed by a primary clarifier drops suspended solids and a share of colour and COD before the biology sees the stream.
Stage 2 — Secondary (biological)
Dissolved organic load (COD, BOD) is broken down biologically. The reactor is an activated sludge process (ASP), MBBR, or MBR. An MBR replaces the secondary clarifier with membrane separation, runs at higher MLSS, takes a smaller footprint, and produces a permeate clean enough to feed RO directly — why we specify it on reuse and ZLD-bound plants.
Stage 3 — Tertiary & polishing
For discharge, this is multimedia and activated-carbon filtration. For reuse, ultrafiltration followed by reverse osmosis recovers clean water for process or utilities; the RO reject then routes to a ZLD train. This is the stage where SRPEPL's in-house membranes do the work that decides plant economics.
Stage 4 — Sludge management
Biological and chemical sludge is thickened and dewatered on a centrifuge or filter press, and the cake goes to authorised disposal. Sludge handling is where ETPs are most often under-designed — inadequate dewatering capacity drives up disposal costs and is a common Consent non-compliance trigger.
Engineering Basis
Key design parameters for an industrial ETP
An ETP is sized against four influent variables — flow and its variability, organic load (COD and BOD), total dissolved solids (TDS), and stream-specific contaminants. The table below shows typical industrial ranges. SRPEPL designs to the measured feed, not the range.
| Parameter | Typical industrial range | What it drives |
|---|---|---|
| Inlet COD | 800–8,000 mg/L | Biological reactor volume; AOP need at the high end |
| Inlet BOD | 300–3,500 mg/L | Aeration capacity, oxygen demand |
| Inlet TDS | 1,500–15,000 mg/L | Whether RO / ZLD is viable; antiscalant strategy |
| Colour (textile/dye) | 500–4,000 Pt-Co | Coagulant dose, activated carbon, ozonation |
| Oil & grease | 50–500 mg/L | Primary O&G removal sizing |
| Flow variability | 1.5–3× average | Equalisation tank volume |
| Target outlet COD | ≤250 mg/L (inland) / ≤100 mg/L (reuse) | Tertiary stage selection |
Common Effluent Treatment
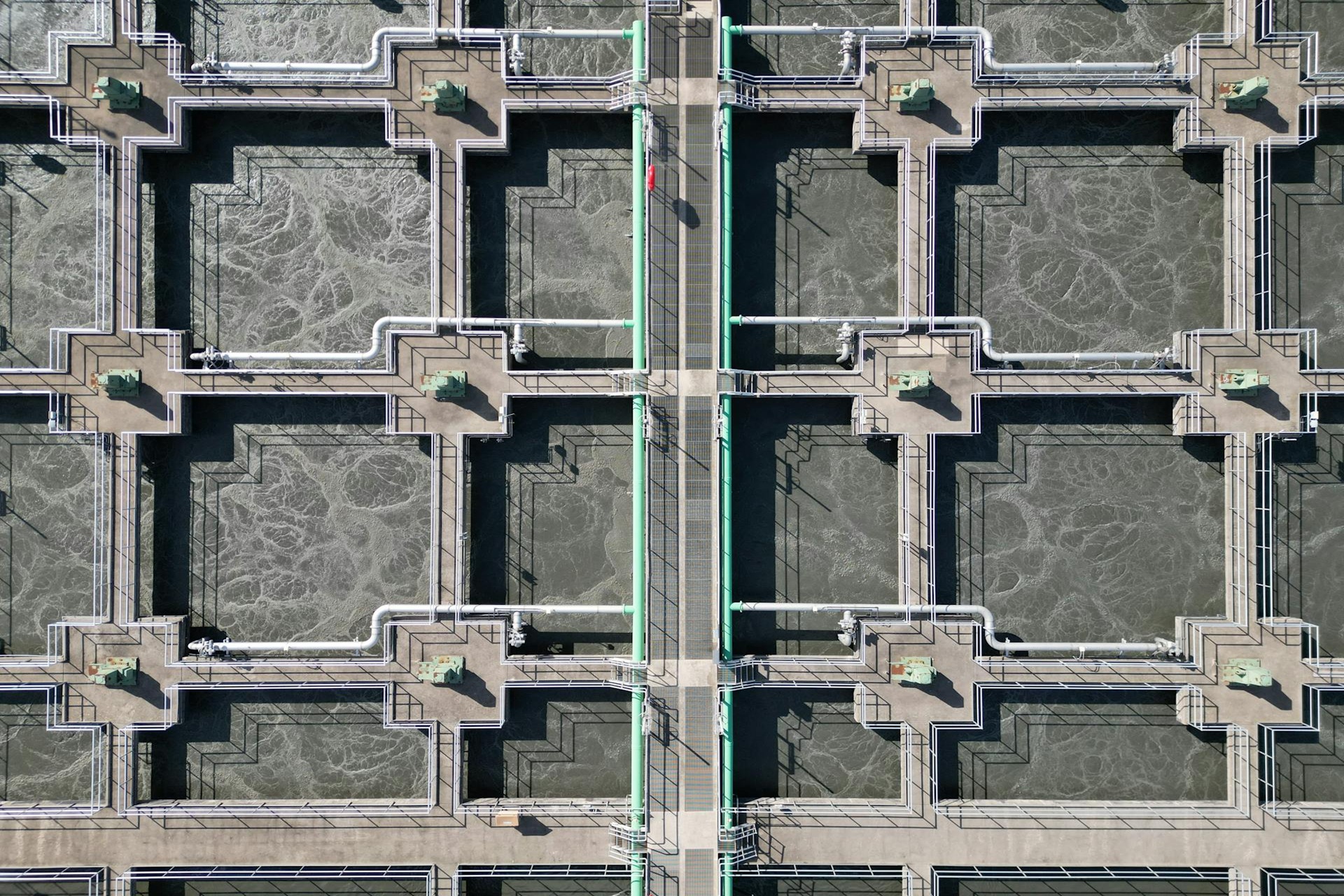
What is a CETP, and when is one needed?
Project References
ETP and CETP projects — sector by sector
SRPEPL has executed effluent treatment plants across sectors since 1990 — for cooperative and state-sector mills, multinational beverage bottlers, and private industrial units across Punjab, Haryana, Himachal Pradesh, Uttar Pradesh and beyond. Capacities and values are available against a qualified enquiry.



Why SRPEPL
Why choose SR Paryavaran Engineers for an ETP or CETP?
SRPEPL is chosen when the effluent is difficult, when the plant must recycle rather than discharge, or when the membrane train is the technical decision that determines whether the ETP works. Three things distinguish the work.
Frequently Asked Questions
ETPs and CETPs — common questions
An Effluent Treatment Plant (ETP) treats the wastewater of a single industrial facility. A Common Effluent Treatment Plant (CETP) treats the combined effluent of many units in an industrial estate or cluster, so that small and medium units do not each need their own plant. CETPs are the standard model for textile, dyeing, chemical and tannery clusters, are usually built on estates run by bodies such as HSIIDC, GIDC or MIDC, and are typically operated under long-term Design-Build-Operate or O&M contracts.
An ETP is required wherever an industrial unit generates trade effluent and holds, or seeks, Consent to Operate from its State Pollution Control Board under the Water (Prevention and Control of Pollution) Act, 1974. Discharge quality is governed by CPCB effluent norms — the 2017 General Standards and industry-specific standards — with stricter limits, including zero liquid discharge conditions, in water-stressed zones and for specified highly-polluting industries.
A full industrial ETP is built in four stages: preliminary and primary treatment (screening, equalisation, oil and grease removal, coagulation and primary clarification); secondary biological treatment (activated sludge, MBBR or MBR) to break down dissolved organics; tertiary or polishing treatment (filtration, and ultrafiltration plus reverse osmosis where water is recycled); and sludge management (thickening and dewatering). Not every ETP carries every stage — the train is selected against the measured influent and the discharge or reuse target.
An ETP is sized against four influent variables: flow and its variability, organic load (COD and BOD), total dissolved solids (TDS), and stream-specific contaminants such as colour, oil and grease, or heavy metals. These set the biological reactor volume, membrane area, chemical dosing and sludge generation, which together drive both capital and operating cost. A reactive-dye textile effluent, a high-BOD sugar effluent and a high-TDS pharma effluent produce very different plants at the same flow.
Yes. Where the treated water is recycled rather than discharged, the ETP carries a membrane tertiary stage — ultrafiltration followed by reverse osmosis — to recover clean water for process or utilities. Where zero liquid discharge is mandated or chosen, the RO reject routes to a multiple-effect evaporator and crystalliser or ATFD, producing recovered water and solid salt with no liquid effluent. SRPEPL manufactures the membranes for these stages in-house and details the reject-management train on its ZLD solution page.
Yes. SRPEPL designs, builds and operates Common Effluent Treatment Plants on turnkey EPC, Design-Build-Operate (DBO) and long-term O&M models, covering the conveyance interface, the treatment plant, the tertiary and ZLD stages where required, and multi-year operation. SRPEPL is currently executing a 3 MLD CETP in Haryana, supported by regional after-sales offices that keep operated plants accountable beyond commissioning.
SRPEPL has executed effluent treatment plants since 1990 across sugar and distillery (including UP State Sugar Corporation and a series of Punjab cooperative sugar mills), textile and dyeing (including Winsome Textiles Baddi and the Ludhiana–Amritsar processing belt), beverage and food (including Coca-Cola and PepsiCo bottling plants in North India), and paper and chemical sectors (including United Pulp & Paper and dye-manufacturing units). Each sector's effluent is different, and each plant is designed against its own measured feed.
Send us your effluent parameters
If you have a site, an effluent analysis and a discharge or reuse target, our engineering team will map a treatment train against your actual feed — for an ETP, a CETP, or a recycle / ZLD upgrade to an existing plant.
Related Solutions & Resources